Jonimplantation är en metod för att lägga till en viss mängd och typ av föroreningar i halvledarmaterial för att ändra deras elektriska egenskaper. Mängden och fördelningen av föroreningar kan kontrolleras exakt.
Del 1
Varför använda jonimplantationsprocess
Vid tillverkning av krafthalvledare enheter, P/N-regionen dopning av traditionellakiselwaferskan uppnås genom diffusion. Men diffusionskonstanten för föroreningsatomer ikiselkarbidär extremt låg, så det är orealistiskt att uppnå selektiv dopning genom diffusionsprocess, som visas i figur 1. Å andra sidan är temperaturförhållandena för jonimplantation lägre än för diffusionsprocessen, och en mer flexibel och exakt dopningsfördelning kan bildas.
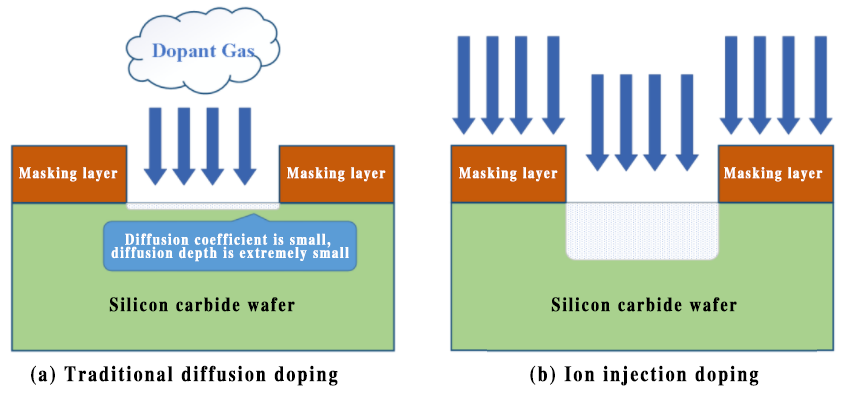
Figur 1 Jämförelse av diffusions- och jonimplantationsdopningsteknologier i kiselkarbidmaterial
Del 2
Hur man uppnårkiselkarbidjonimplantation
Den typiska högenergi-jonimplantationsutrustningen som används i tillverkningsprocessen av kiselkarbid består huvudsakligen av en jonkälla, plasma, aspirationskomponenter, analytiska magneter, jonstrålar, accelerationsrör, processkammare och skanningsskivor, som visas i figur 2.
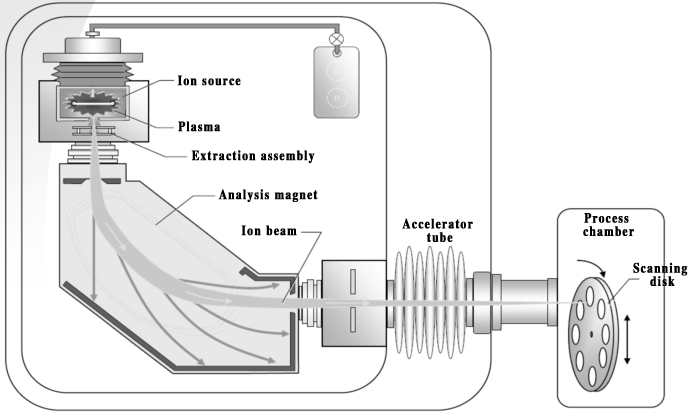
Figur 2 Schematiskt diagram av kiselkarbid högenergijonimplantationsutrustning
(Källa: "Semiconductor Manufacturing Technology")
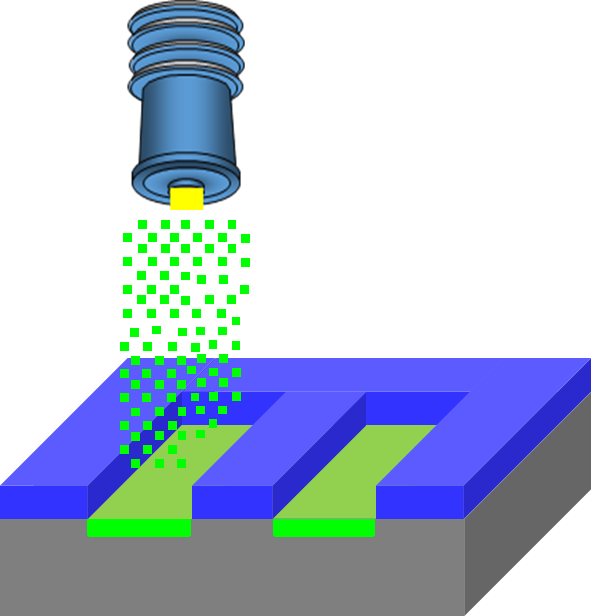
SiC-jonimplantation utförs vanligtvis vid hög temperatur, vilket kan minimera skadan på kristallgittret som orsakas av jonbombardement. För4H-SiC-skivorproduktionen av områden av N-typ uppnås vanligtvis genom implantering av kväve- och fosforjoner, och produktion avP-typområden uppnås vanligtvis genom att implantera aluminiumjoner och borjoner.
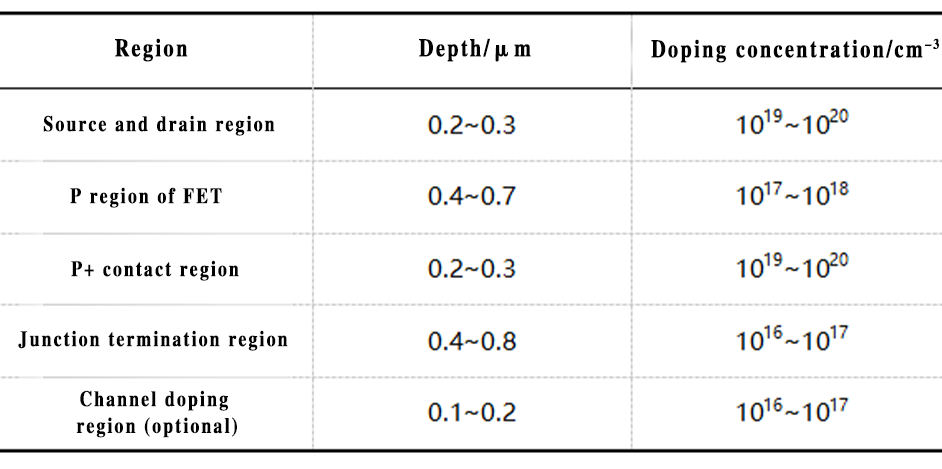
Tabell 1. Exempel på selektiv dopning vid tillverkning av SiC-enheter
(Källa: Kimoto, Cooper, Fundamentals of Silicon Carbide Technology: Growth, Characterization, Devices, and Applications)
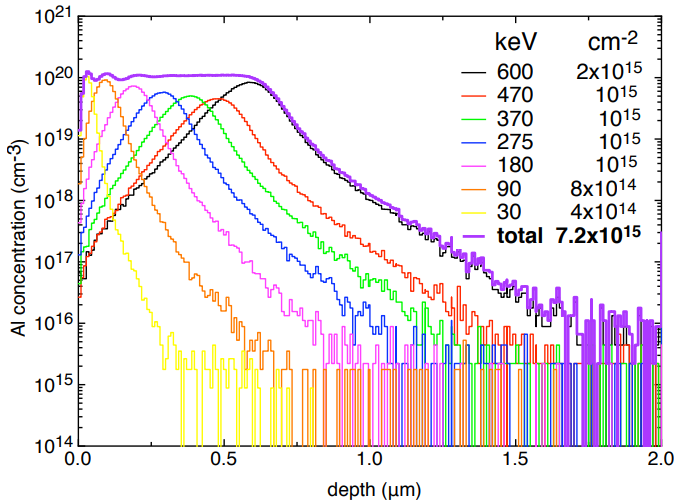
Figur 3 Jämförelse av flerstegs energijonimplantation och koncentrationsfördelning av waferytor
(Källa: G.Lulli, Introduction To Ion Implantation)
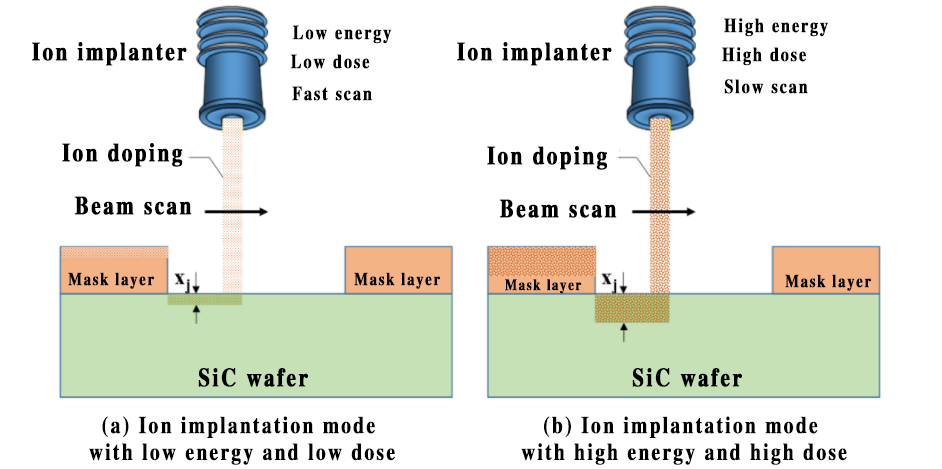
För att uppnå enhetlig dopningskoncentration i jonimplantationsområdet använder ingenjörer vanligtvis flerstegs jonimplantation för att justera den totala koncentrationsfördelningen av implantationsområdet (som visas i figur 3); i själva tillverkningsprocessen, genom att justera implantationsenergin och implantationsdosen för jonimplantatören, kan dopningskoncentrationen och dopningsdjupet för jonimplantationsområdet kontrolleras, såsom visas i figur 4. (a) och (b); jonimplantatören utför enhetlig jonimplantation på skivans yta genom att skanna skivans yta flera gånger under drift, som visas i figur 4. (c).
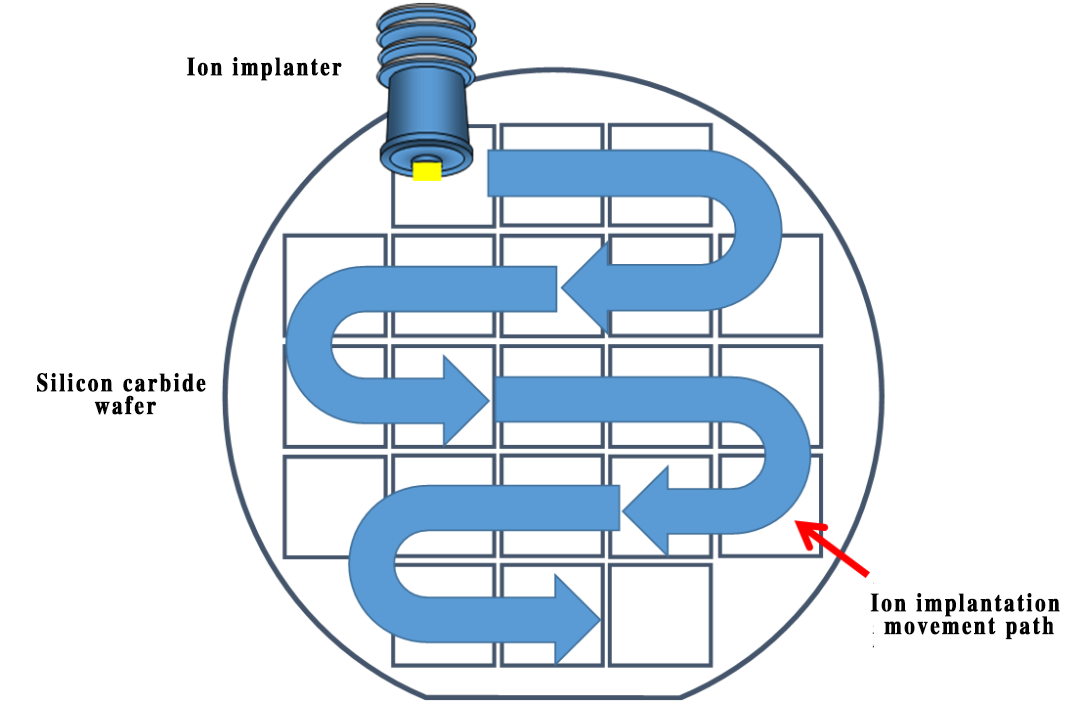
(c) Rörelsebana för jonimplantatören under jonimplantation
Figur 4 Under jonimplantationsprocessen kontrolleras föroreningskoncentrationen och djupet genom att justera jonimplantationsenergin och -dosen
III
Aktiveringsglödgningsprocess för kiselkarbidjonimplantation
Koncentrationen, distributionsområdet, aktiveringshastigheten, defekter i kroppen och på ytan av jonimplantationen är huvudparametrarna för jonimplantationsprocessen. Det finns många faktorer som påverkar resultatet av dessa parametrar, inklusive implantationsdos, energi, kristallorientering av materialet, implantationstemperatur, glödgningstemperatur, glödgningstid, miljö etc. Till skillnad från kiseljonimplantationsdopning är det fortfarande svårt att helt jonisera föroreningarna av kiselkarbid efter jonimplantationsdopning. Om man tar aluminiumacceptorjoniseringshastigheten i den neutrala regionen av 4H-SiC som ett exempel, vid en dopningskoncentration på 1×1017cm-3, är acceptorjoniseringshastigheten endast cirka 15 % vid rumstemperatur (vanligtvis är joniseringshastigheten för kisel ungefär 100 %). För att uppnå målet med hög aktiveringshastighet och färre defekter kommer en högtemperaturglödgningsprocess att användas efter jonimplantation för att omkristallisera de amorfa defekterna som genereras under implantationen, så att de implanterade atomerna kommer in i substitutionsstället och aktiveras, som visas. i figur 5. För närvarande är människors förståelse för mekanismen för glödgningsprocessen fortfarande begränsad. Kontroll och fördjupad förståelse av glödgningsprocessen är ett av forskningsinriktningarna för jonimplantation i framtiden.
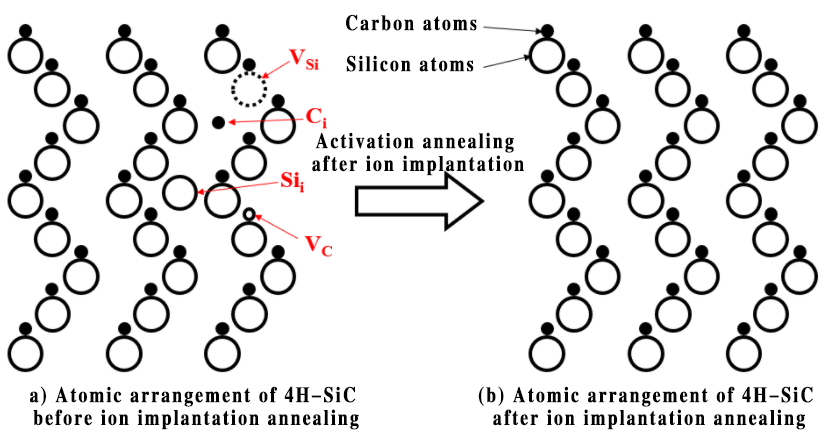
Figur 5 Schematiskt diagram över atomarrangemangets förändring på ytan av kiselkarbidjonimplantationsområdet före och efter jonimplantationsglödgning, där Vsirepresenterar vakanser i kisel, VCrepresenterar kolvakanser, Cirepresenterar kolfyllningsatomer och Siirepresenterar kiselfyllningsatomer
Jonaktiveringsglödgning innefattar i allmänhet ugnsglödgning, snabb glödgning och laserglödgning. På grund av sublimeringen av Si-atomer i SiC-material överstiger glödgningstemperaturen i allmänhet inte 1800 ℃; glödgningsatmosfären utförs i allmänhet i en inert gas eller vakuum. Olika joner orsakar olika defektcentra i SiC och kräver olika glödgningstemperaturer. Från de flesta experimentella resultat kan man dra slutsatsen att ju högre glödgningstemperatur desto högre aktiveringshastighet (som visas i figur 6).
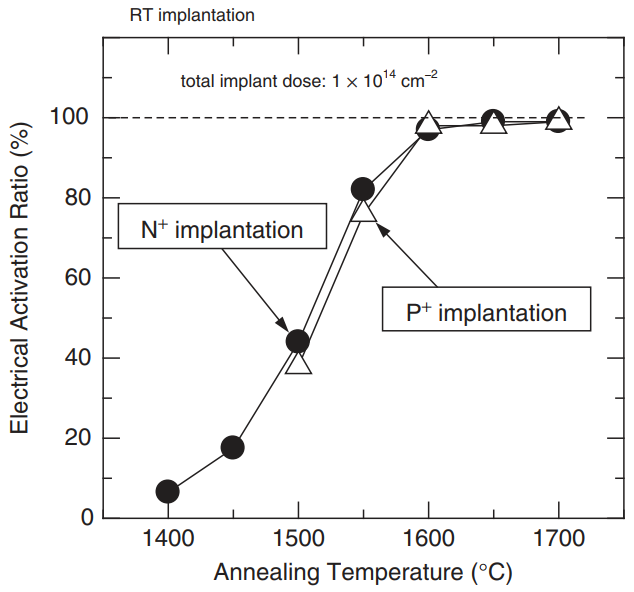
Figur 6 Effekt av glödgningstemperatur på den elektriska aktiveringshastigheten av kväve- eller fosforimplantation i SiC (vid rumstemperatur)
(Total implantationsdos 1×1014cm-2)
(Källa: Kimoto, Cooper, Fundamentals of Silicon Carbide Technology: Growth, Characterization, Devices, and Applications)
Den vanligen använda aktiveringsglödgningsprocessen efter SiC-jonimplantation utförs i en Ar-atmosfär vid 1600℃~1700℃ för att omkristallisera SiC-ytan och aktivera dopningsmedlet, och därigenom förbättra konduktiviteten hos det dopade området; före glödgning kan ett lager av kolfilm beläggas på skivans yta för ytskydd för att minska ytförsämring orsakad av Si-desorption och ytatommigration, som visas i figur 7; efter glödgning kan kolfilmen avlägsnas genom oxidation eller korrosion.
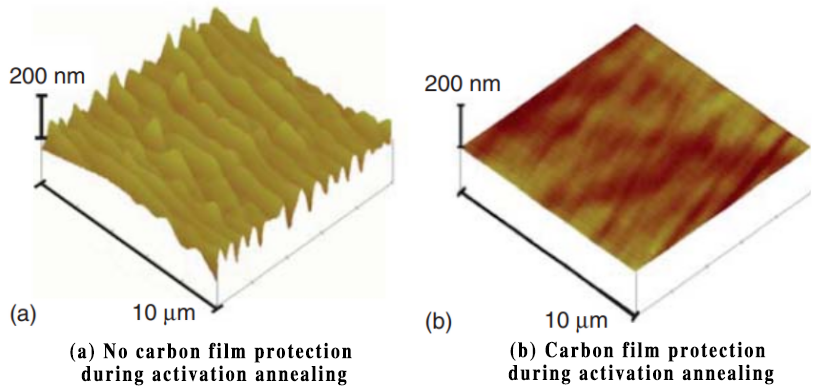
Figur 7 Jämförelse av ytråhet hos 4H-SiC-skivor med eller utan kolfilmsskydd under 1800 ℃ glödgningstemperatur
(Källa: Kimoto, Cooper, Fundamentals of Silicon Carbide Technology: Growth, Characterization, Devices, and Applications)
IV
Effekten av SiC-jonimplantation och aktiveringsglödgningsprocess
Jonimplantation och efterföljande aktiveringsglödgning kommer oundvikligen att producera defekter som minskar enhetens prestanda: komplexa punktdefekter, staplingsfel (som visas i figur 8), nya dislokationer, grunda eller djupa energinivådefekter, basalplanets dislokationsslingor och rörelse av befintliga dislokationer. Eftersom högenergijonbombardementprocessen kommer att orsaka stress på SiC-skivan, kommer högtemperatur- och högenergijonimplantationsprocessen att öka waferns skevhet. Dessa problem har också blivit den riktning som brådskande behöver optimeras och studeras i tillverkningsprocessen för SiC-jonimplantation och -glödgning.
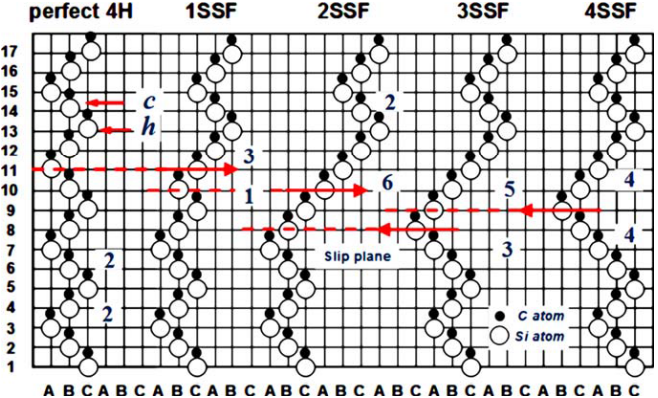
Figur 8 Schematiskt diagram över jämförelsen mellan normalt 4H-SiC gitterarrangemang och olika staplingsfel
(Källa: Nicolὸ Piluso 4H-SiC Defekter)
V.
Förbättring av kiselkarbidjonimplantationsprocessen
(1) En tunn oxidfilm hålls kvar på ytan av jonimplantationsområdet för att minska graden av implantationsskada orsakad av högenergijonimplantation på ytan av det epitaxiella kiselkarbidskiktet, som visas i figur 9. (a) .
(2) Förbättra kvaliteten på målskivan i jonimplantationsutrustningen, så att skivan och målskivan passar närmare, målskivans värmeledningsförmåga till skivan är bättre och utrustningen värmer baksidan av skivan mer enhetligt, förbättra kvaliteten på högtemperatur- och högenergijonimplantation på kiselkarbidskivor, som visas i figur 9. (b).
(3) Optimera temperaturökningshastigheten och temperaturlikformigheten under driften av högtemperaturglödgningsutrustningen.
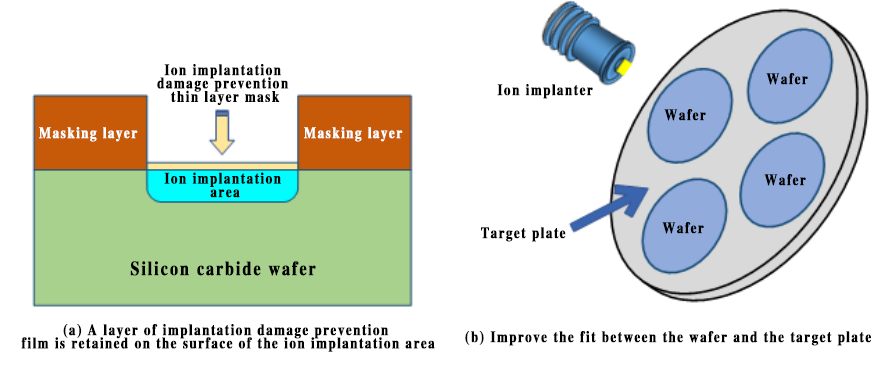
Figur 9 Metoder för att förbättra jonimplantationsprocessen
Posttid: 2024-okt-22