Översikt över halvledarprocesser
Halvledarprocessen involverar i första hand användning av mikrotillverkning och filmteknik för att helt koppla ihop chips och andra element inom olika regioner, såsom substrat och ramar. Detta underlättar extraktion av blyterminaler och inkapsling med ett isolerande plastmedium för att bilda en integrerad helhet, presenterad som en tredimensionell struktur, som slutligen fullbordar halvledarförpackningsprocessen. Begreppet halvledarprocess hänför sig också till den snäva definitionen av halvledarchipsförpackningar. Ur ett bredare perspektiv hänvisar det till förpackningsteknik, som involverar anslutning och fixering till substratet, konfigurering av motsvarande elektronisk utrustning och konstruktion av ett komplett system med stark och omfattande prestanda.
Processflöde för halvledarpaketering
Halvledarpaketeringsprocessen inkluderar flera uppgifter, som illustreras i figur 1. Varje process har specifika krav och närbesläktade arbetsflöden, vilket kräver detaljerad analys under det praktiska skedet. Det specifika innehållet är som följer:
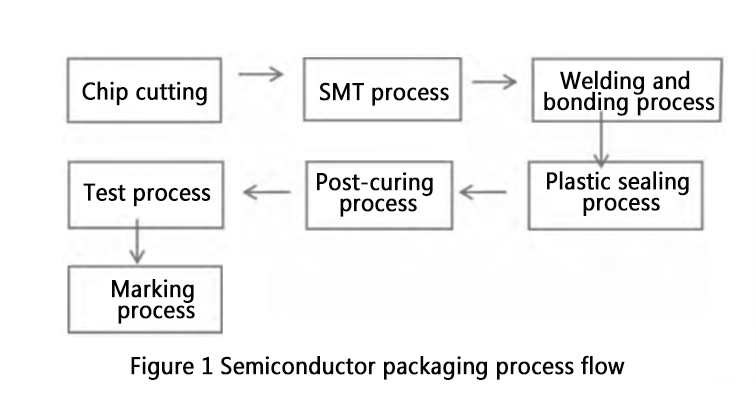
1. Spånklippning
I halvledarförpackningsprocessen innebär spånskärning att skiva kiselskivor i enskilda spån och omedelbart avlägsna kiselskräp för att förhindra hinder för efterföljande arbete och kvalitetskontroll.
2. Spånmontering
Chipmonteringsprocessen fokuserar på att undvika kretsskador under waferslipning genom att applicera ett skyddande filmskikt, vilket konsekvent betonar kretsens integritet.
3. Trådbindningsprocess
Att kontrollera kvaliteten på trådbindningsprocessen innebär att man använder olika typer av guldtrådar för att ansluta chipets bindningsdynor med ramkuddarna, vilket säkerställer att chippet kan anslutas till externa kretsar och bibehåller den övergripande processens integritet. Vanligtvis används dopade guldtrådar och legerade guldtrådar.
Dopade guldtrådar: Typerna inkluderar GS, GW och TS, lämpliga för hög båge (GS: >250 μm), medelhög båge (GW: 200-300 μm) och medium-låg båge (TS: 100-200 μm) bindning respektive.
Legerade guldtrådar: Typerna inkluderar AG2 och AG3, lämpliga för bindning med låg båge (70-100 μm).
Diameteralternativen för dessa trådar sträcker sig från 0,013 mm till 0,070 mm. Att välja lämplig typ och diameter baserat på operativa krav och standarder är avgörande för kvalitetskontroll.
4. Formningsprocess
Huvudkretsen i formningselement involverar inkapsling. Att kontrollera kvaliteten på formningsprocessen skyddar komponenterna, särskilt från yttre krafter som orsakar olika grader av skador. Detta innebär en noggrann analys av komponenternas fysikaliska egenskaper.
Tre huvudsakliga metoder används för närvarande: keramiska förpackningar, plastförpackningar och traditionella förpackningar. Att hantera andelen av varje förpackningstyp är avgörande för att möta globala krav på chipproduktion. Under processen krävs omfattande förmågor, såsom förvärmning av chipet och blyramen före inkapsling med epoxiharts, gjutning och efterformningshärdning.
5. Efterhärdningsprocess
Efter formningsprocessen krävs efterhärdningsbehandling, med fokus på att ta bort eventuellt överskott av material runt processen eller förpackningen. Kvalitetskontroll är avgörande för att undvika att den övergripande processens kvalitet och utseende påverkas.
6. Testprocess
När de tidigare processerna är slutförda måste den övergripande kvaliteten på processen testas med hjälp av avancerad testteknik och anläggningar. Detta steg involverar detaljerad registrering av data, med fokus på huruvida chipet fungerar normalt baserat på dess prestandanivå. Med tanke på de höga kostnaderna för att testa utrustning är det avgörande att upprätthålla kvalitetskontroll under hela produktionsstadiet, inklusive visuell inspektion och elektrisk prestandatestning.
Test av elektrisk prestanda: Detta innebär att man testar integrerade kretsar med automatisk testutrustning och säkerställer att varje krets är korrekt ansluten för elektrisk testning.
Visuell inspektion: Tekniker använder mikroskop för att noggrant inspektera de färdiga förpackade chipsen för att säkerställa att de är fria från defekter och uppfyller kvalitetsstandarder för halvledarförpackningar.
7. Markeringsprocess
Märkningsprocessen innebär att de testade chipsen överförs till ett halvfärdigt lager för slutbehandling, kvalitetskontroll, förpackning och frakt. Denna process innehåller tre huvudsteg:
1) Galvanisering: Efter att elektroderna har formats appliceras ett korrosionsskyddande material för att förhindra oxidation och korrosion. Elektroplätering avsättningsteknik används vanligtvis eftersom de flesta ledningar är gjorda av tenn.
2) Böjning: De bearbetade ledningarna formas sedan, med den integrerade kretsremsan placerad i ett blyformningsverktyg, som styr blyformen (J- eller L-typ) och ytmonterad förpackning.
3) Laserutskrift: Slutligen trycks de formade produkterna med en design som fungerar som ett speciellt märke för halvledarförpackningsprocessen, som illustreras i figur 3.
Utmaningar och rekommendationer
Studiet av halvledarförpackningsprocesser börjar med en översikt av halvledarteknik för att förstå dess principer. Därefter syftar granskning av förpackningsprocessflödet till att säkerställa noggrann kontroll under driften, genom att använda förfinad hantering för att undvika rutinproblem. I samband med modern utveckling är det viktigt att identifiera utmaningar i halvledarförpackningsprocesser. Det rekommenderas att fokusera på kvalitetskontrollaspekter, noggrant bemästra nyckelpunkter för att effektivt förbättra processkvaliteten.
Analys ur ett kvalitetskontrollperspektiv finns det betydande utmaningar under implementeringen på grund av många processer med specifikt innehåll och specifika krav, som var och en påverkar varandra. Rigorös kontroll krävs under praktiska operationer. Genom att anta en noggrann arbetsattityd och tillämpa avancerad teknik kan halvledarförpackningsprocessernas kvalitet och tekniska nivåer förbättras, vilket säkerställer en omfattande tillämpningseffektivitet och uppnår utmärkta övergripande fördelar. (som visas i figur 3).
Posttid: 22 maj 2024