Inom halvledartillverkning finns det en teknik som kallas "etsning" under bearbetningen av ett substrat eller en tunn film som bildas på substratet. Utvecklingen av etsningsteknologi har spelat en roll för att förverkliga den förutsägelse som Intels grundare Gordon Moore gjorde 1965 att "integreringstätheten för transistorer kommer att fördubblas på 1,5 till 2 år" (allmänt känd som "Moores lag").
Etsning är inte en "additiv" process som avsättning eller bindning, utan en "subtraktiv" process. Dessutom är den enligt de olika skrapningsmetoderna uppdelad i två kategorier, nämligen ”våtetsning” och ”torretsning”. Enkelt uttryckt är den förra en smältmetod och den senare är en grävningsmetod.
I den här artikeln kommer vi kortfattat att förklara egenskaperna och skillnaderna för varje etsningsteknik, våtetsning och torretsning, samt de applikationsområden som var och en är lämplig för.
Översikt över etsningsprocessen
Etsningstekniken sägs ha sitt ursprung i Europa i mitten av 1400-talet. Vid den tiden hälldes syra i en graverad kopparplatta för att korrodera den kala kopparn och bildade ett djuptryck. Ytbehandlingstekniker som utnyttjar effekterna av korrosion är allmänt kända som "etsning".
Syftet med etsningsprocessen vid halvledartillverkning är att skära substratet eller filmen på substratet enligt ritningen. Genom att upprepa de förberedande stegen filmbildning, fotolitografi och etsning, bearbetas den plana strukturen till en tredimensionell struktur.
Skillnaden mellan våtetsning och torretsning
Efter fotolitografiprocessen etsas det exponerade substratet vått eller torrt i en etsningsprocess.
Våtetsning använder en lösning för att etsa och skrapa bort ytan. Även om denna metod kan bearbetas snabbt och billigt, är dess nackdel att bearbetningsnoggrannheten är något lägre. Därför föddes torretsning runt 1970. Torretsning använder ingen lösning, utan använder gas för att träffa substratytan för att repa den, vilket kännetecknas av hög bearbetningsnoggrannhet.
"Isotropi" och "Anisotropi"
När man introducerar skillnaden mellan våtetsning och torretsning är de väsentliga orden "isotropisk" och "anisotropisk". Isotropi innebär att materiens och rummets fysikaliska egenskaper inte förändras med riktning, och anisotropi innebär att materias och rymds fysikaliska egenskaper varierar med riktning.
Isotropisk etsning betyder att etsningen fortskrider lika mycket runt en viss punkt, och anisotropisk etsning innebär att etsningen fortsätter i olika riktningar runt en viss punkt. Till exempel, vid etsning under halvledartillverkning, väljs ofta anisotropisk etsning så att endast målriktningen skrapas, vilket lämnar andra riktningar intakta.
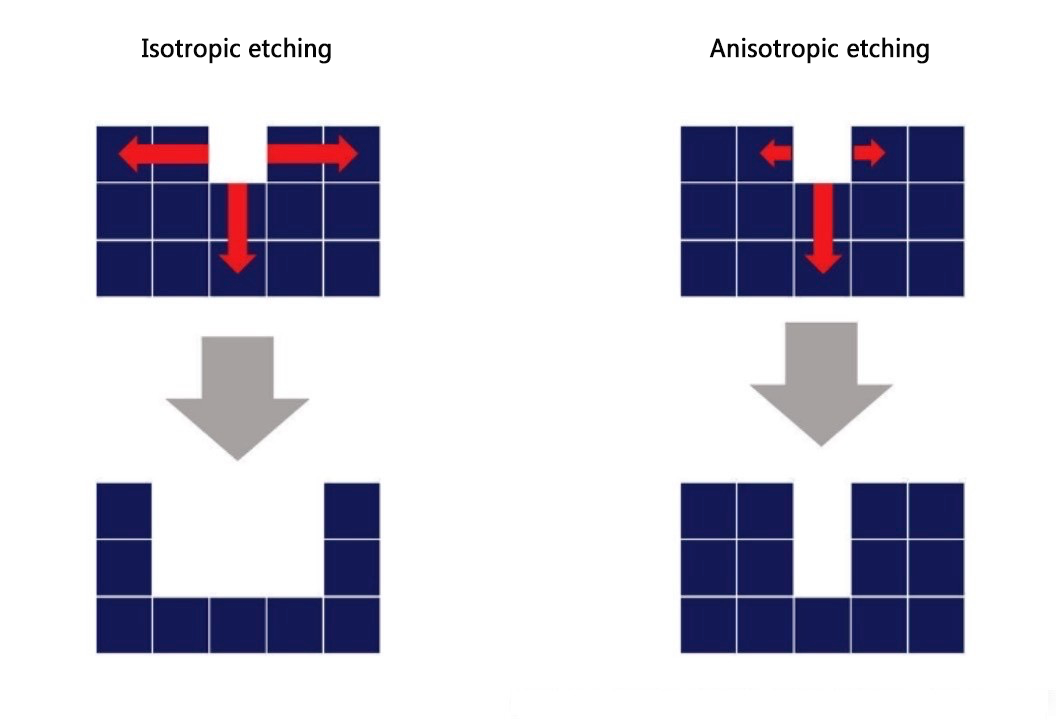 Bilder på "Isotropic Etch" och "Anisotropic Etch"
Bilder på "Isotropic Etch" och "Anisotropic Etch"
Våtetsning med kemikalier.
Våtetsning använder en kemisk reaktion mellan en kemikalie och ett substrat. Med denna metod är anisotropisk etsning inte omöjlig, men det är mycket svårare än isotropisk etsning. Det finns många restriktioner för kombinationen av lösningar och material, och förhållanden som substrattemperatur, lösningskoncentration och tillsatsmängd måste kontrolleras strikt.
Oavsett hur fint förhållandena justeras är våtetsning svårt att uppnå finbearbetning under 1 μm. En anledning till detta är behovet av att kontrollera sidoetsningen.
Undercutting är ett fenomen som även kallas undercutting. Även om man hoppas att materialet endast kommer att lösas upp i vertikal riktning (djupriktning) genom våtetsning, är det omöjligt att helt förhindra lösningen från att träffa sidorna, så upplösningen av materialet i parallell riktning kommer oundvikligen att fortsätta . På grund av detta fenomen producerar våtetsning slumpmässigt sektioner som är smalare än målbredden. På detta sätt, vid bearbetning av produkter som kräver exakt strömkontroll, är reproducerbarheten låg och noggrannheten är opålitlig.
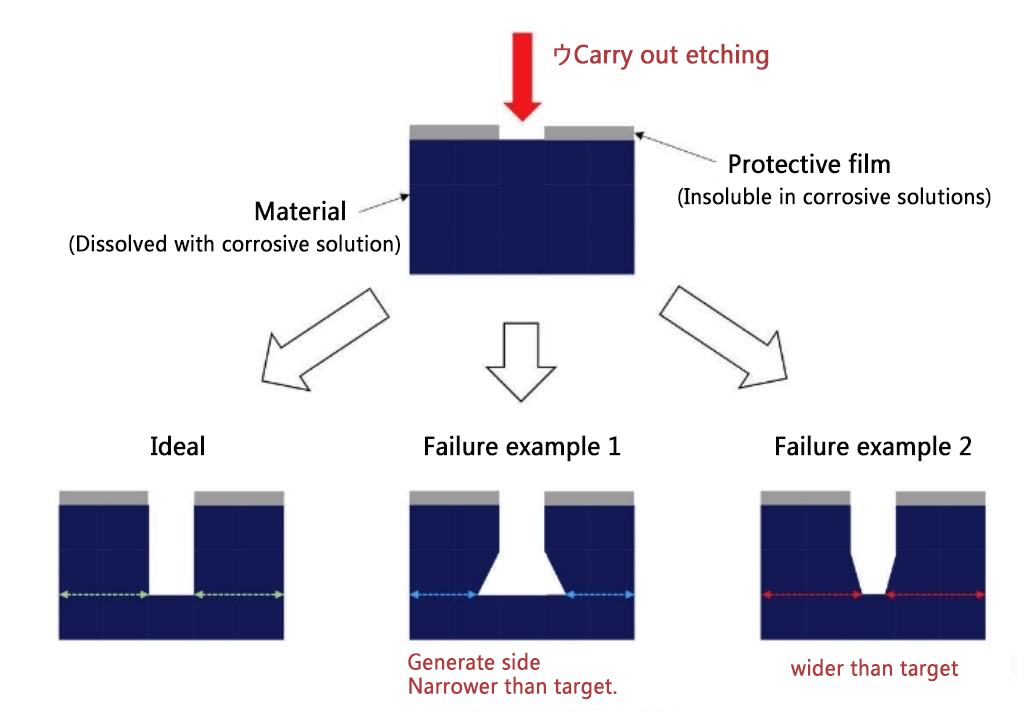 Exempel på möjliga fel vid våtetsning
Exempel på möjliga fel vid våtetsning
Varför torretsning är lämplig för mikrobearbetning
Beskrivning av närliggande teknik Torretsning lämplig för anisotropisk etsning används i halvledartillverkningsprocesser som kräver högprecisionsbearbetning. Torretsning kallas ofta för reaktiv jonetsning (RIE), vilket också kan inkludera plasmaetsning och sputteretsning i vid mening, men den här artikeln kommer att fokusera på RIE.
För att förklara varför anisotropisk etsning är lättare med torretsning, låt oss ta en närmare titt på RIE-processen. Det är lätt att förstå genom att dela upp processen med torretsning och bortskrapa av substratet i två typer: "kemisk etsning" och "fysisk etsning".
Kemisk etsning sker i tre steg. Först adsorberas de reaktiva gaserna på ytan. Reaktionsprodukter bildas sedan av reaktionsgasen och substratmaterialet, och slutligen desorberas reaktionsprodukterna. I den efterföljande fysiska etsningen etsas substratet vertikalt nedåt genom att anbringa argongas vertikalt på substratet.
Kemisk etsning sker isotropiskt, medan fysisk etsning kan ske anisotropiskt genom att styra riktningen för gastillförseln. På grund av denna fysiska etsning tillåter torretsning mer kontroll över etsningsriktningen än våtetsning.
Torr och våt etsning kräver också samma strikta villkor som våt etsning, men den har högre reproducerbarhet än våt etsning och har många lättare att kontrollera föremål. Därför råder det ingen tvekan om att torretsning är mer gynnsam för industriell produktion.
Varför våt etsning fortfarande behövs
När du väl förstår den till synes allsmäktiga torretsningen kan du undra varför våtetsning fortfarande existerar. Anledningen är dock enkel: våtetsning gör produkten billigare.
Den största skillnaden mellan torretsning och våtetsning är kostnaden. Kemikalierna som används vid våtetsning är inte så dyra, och priset på själva utrustningen sägs vara ungefär 1/10 av det för torretsningsutrustning. Dessutom är bearbetningstiden kort och flera substrat kan bearbetas samtidigt, vilket minskar produktionskostnaderna. Som ett resultat kan vi hålla produktkostnaderna låga, vilket ger oss en fördel gentemot våra konkurrenter. Om kraven på bearbetningsnoggrannhet inte är höga kommer många företag att välja våtetsning för grov massproduktion.
Etsningsprocessen introducerades som en process som spelar en roll inom mikrotillverkningsteknik. Etsningsprocessen är grovt uppdelad i våtetsning och torretsning. Om kostnaden är viktig är den förra bättre, och om mikrobearbetning under 1 μm krävs är den senare bättre. Helst kan en process väljas utifrån den produkt som ska produceras och kostnaden, snarare än vilken som är bäst.
Posttid: 2024-apr-16